From Wire to Wonder: The Complete Journey of Self-Drilling Screw Manufacturing
LEON MACHINERY
8/10/20254 min read
Introduction: The Backbone of Modern Fastening
In the vast world of industrial hardware, there is one small but mighty hero—the self-drilling screw, often referred to as a drill tail screw. Compact, unassuming, yet engineeringly brilliant, this component allows builders, fabricators, and DIY enthusiasts to fasten materials without the need for pre-drilling. The production of such screws is far from simple. It demands a seamless blend of precision engineering, robust machinery, and disciplined quality control. In this guide, we’ll explore the step-by-step process and the essential machines that transform raw steel wire into these efficient fastening tools.
Wire Preparation – The Foundation of Strength
Before a screw even hints at its final form, it begins as steel wire—typically carbon steel for strength or stainless steel for corrosion resistance. Here, the goal is uniformity, dimensional accuracy, and a pristine surface.
Wire Drawing Machine
This machine is the first sentinel of quality. It draws steel wire from a larger diameter down to the precise gauge needed. This process refines the surface finish, increases tensile strength, and sets the stage for high-performance screws. Consistency here means fewer defects later.
Straightening & Cutting Machine
After drawing, the wire must be perfectly straightened to ensure smooth feeding into downstream machines. The cutting function slices the wire into measured blanks—each destined to become a screw of exact length. Even a half-millimeter error can cause issues in the final threading stage, so precision is paramount.
Cold Heading – Shaping the Personality of the Screw
Cold heading is where the raw wire blank gains its head and starts to resemble a screw. This is a high-pressure forming process that avoids heating, thus preserving the material’s strength.
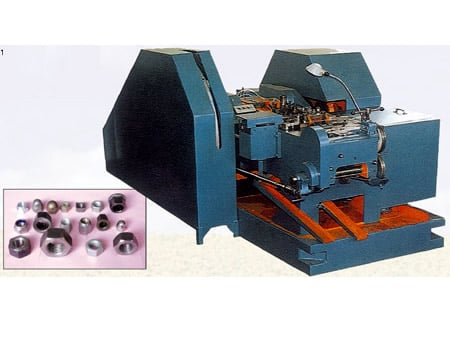
Multi-station Cold Heading Machine
For self-drilling screws, this is usually a 3–5 station machine. Each station progressively forms the screw head and the initial drill tip shape. The progression may look like this:
First blow – Creates the basic head shape.
Second blow – Refines the head and neck.
Third station – Begins forming the drill tip.
Optional additional stations – Add complexity for specialty screw designs.
This phase is both art and science—balancing force, die design, and material properties.
Drill Tail Forming & Grinding – Engineering the Cutting Edge
The drill tail is the heart of the self-drilling function. A poorly formed or dull tip will fail in performance.
Tail Forming Machine
This station applies precise deformation to create the drill tail geometry. The forming must be symmetrical to ensure balanced cutting and minimal wobble during drilling.
Tail Grinding Machine
While forming sets the shape, grinding hones the cutting edges to razor sharpness. Abrasive wheels remove microscopic burrs and create the right cutting angles. The sharper the drill tail, the smoother the entry into metal, wood, or composite materials.
Thread Rolling – Defining the Grip
The iconic spiral thread is responsible for holding power. In self-drilling screws, thread design is tailored for specific materials—fine threads for metal, coarse threads for wood.
Thread Rolling Machine
This process displaces, rather than cuts, the metal—strengthening the screw’s outer layer through work hardening. Thread plates can be custom-designed to produce partial or full threading. Precision here impacts torque performance, holding strength, and ease of insertion.
Heat Treatment – Hardness Meets Toughness
Self-drilling screws require a very specific hardness profile. The drill point must be harder than the material it penetrates, while the threaded section must maintain flexibility to prevent snapping.
Continuous Mesh Belt Furnace / Drum Furnace
These furnaces allow screws to move continuously through a heat cycle—heating, quenching, and tempering. Controlled atmosphere systems prevent oxidation and decarburization.
Quenching Systems – Oil or Air
The choice of oil or air quenching depends on the screw material and desired hardness. Oil quenching is faster and produces higher hardness, while air quenching minimizes distortion.
Surface Treatment – Aesthetic and Protective Layers
The final look of a screw is more than cosmetic—it’s often the first line of defense against corrosion.
Pickling & Phosphating Line
Removes scale and contaminants from the screw surface, improving adhesion for coatings.
Electroplating Line
Zinc (blue-white or rainbow), nickel, or other metal coatings are applied here. Zinc provides sacrificial corrosion protection; nickel offers aesthetic appeal and extra durability.
Coating Machine
For special requirements, screws can receive epoxy, PTFE, or other functional coatings for enhanced lubrication, corrosion resistance, or color coding.
Inspection – No Compromise on Quality
A single defective screw can compromise an entire assembly. That’s why automatic inspection systems are critical.
Automatic Sorting Machine
These machines use cameras, lasers, or mechanical gauges to check length, thread completeness, drill tail shape, and coating uniformity. Defective pieces are rejected immediately.
Packaging – Ready for the World
Once approved, screws head to packaging lines for counting, boxing, and labeling.
Automatic Packing Machine
Automated systems ensure accurate counts and secure packaging—whether for bulk industrial supply or retail blister packs.
A Typical Self-drilling Screw Production Line
Here’s a simplified configuration of a standard production setup:
Wire Drawing Machine
Straightening & Cutting Machine
Multi-station Cold Heading Machine
Tail Grinding Machine
Thread Rolling Machine
Continuous Heat Treatment Furnace
Surface Treatment Line (Electroplating/Coating)
Automatic Sorting Machine
Automatic Packing Machine
Why Precision in Every Step Matters
Every stage of this process is interdependent. A slight deviation in wire drawing can cause problems in cold heading. Imperfect drill tail grinding will increase insertion torque. Skipping proper heat treatment can lead to tip blunting or thread stripping. Precision in manufacturing equals performance in application.
Industry Trends and Innovations
Self-drilling screw production is seeing increased automation, AI-assisted inspection, and environmentally friendly plating technologies. Manufacturers aiming for export markets also adopt stricter quality standards like ISO 9001 and RoHS compliance.
Conclusion
Producing self-drilling screws is a symphony of machines, processes, and expertise. From raw wire to a high-performance fastener, each step demands control, consistency, and innovation. For businesses looking to enter or upgrade in this industry, investing in the right equipment is the foundation of success.
Contact:
LeonMachinery
📱 WhatsApp: +8618136773114
📧 Email: leonxu0317@gmail.com
#SelfDrillingScrew #DrillTailScrew #ScrewProductionLine #ColdHeading #ThreadRolling #MetalFasteners #IndustrialMachinery #HeatTreatment #SurfaceTreatment #ManufacturingEquipment #LeonMachinery

